When Technology and Beauty are One
Browse all Indena’s documents about products, events, company information and so much more.
Go to section


MANUFACTURING FACILITIES
When Technology and Beauty are One
Scroll to see more
INNOVATION
Our manufacturing facilities – Indena’s hidden heart of steel – are a powerful, complex technological ecosystem that stands out worldwide for unparalleled care for detail and painstaking maintenance.
Created so our phytochemical culture could provide solutions for people’s health and wellbeing, this infrastructure physically expresses our deepest values: visitors in Settala – and in all Indena production sites – always leave with a sense of our boldness, quality, safety and reliability, thanks to the perfect integration of technological power, functional aspects and aesthetic features.
By definition, industrial plants prioritize function over form. Yet ours were designed with bright steel, symmetrical patterns and textures – to reveal the surprising beauty of our industry and science.
We devote great effort and resources to ensuring good manufacturing practices, safety and sustainability in its facilities and production plants.
This is why the company counts numerous certifications.
Our facilities in Milano, Settala, Palestro and Tours are certified GMP, ISO 14001, ISO 45001, AEO validated and FDA Food Facility registered. Facilities in Settala, Palestro and Tours are also certified Kosher and Halal. Facilities in Milan, Settala and Palestro are certified ISO 22000. Facilities in Milan and Settala are C-TPAT validated. Finally, our facility in Tours is also FSSC 22000 certified and the one in India is GMP certified.
INNOVATION
Indena’s manufacturing and scientific research services for the extraction, isolation and purification of natural derivatives include a full range of manufacturing capabilities for pharmaceutical and food-grade ingredients. The combination of our expertise with state-of-the-art facilities allows us to deliver products and processes from small-scale orders to large commercial manufacturing supplies.

INNOVATION
With high quality deeply ingrained in our approach thanks to the application of cGMPs and supervision from worldwide health authorities, Indena has always maintained a smart balance between the competing demands of cost and time. In this context, flexibility is a strength and value in and of itself.
Whether it’s single-use systems, continuous manufacturing or modular design, embracing and adapting to new technology is critical in today’s reality, where agility reigns supreme. This can be seen across a wide range of application areas, even beyond the field of natural derivatives, from new projects under development to new manufacturing facilities.
We are the world’s leading company in the identification, development and production of active principles derived from plants, for use in the pharmaceutical, health food and personal care industries. Yet we continue to invest, every year, in innovative technologies and services to further broaden our offer.
Indena’s facilities include separated areas authorized for handling pharmaceutical and food-grade natural derivatives, and the company’s Quality System ensures compliance with both cGMPs and Hazard Analysis and Critical Control Points (HACCP) guidelines.
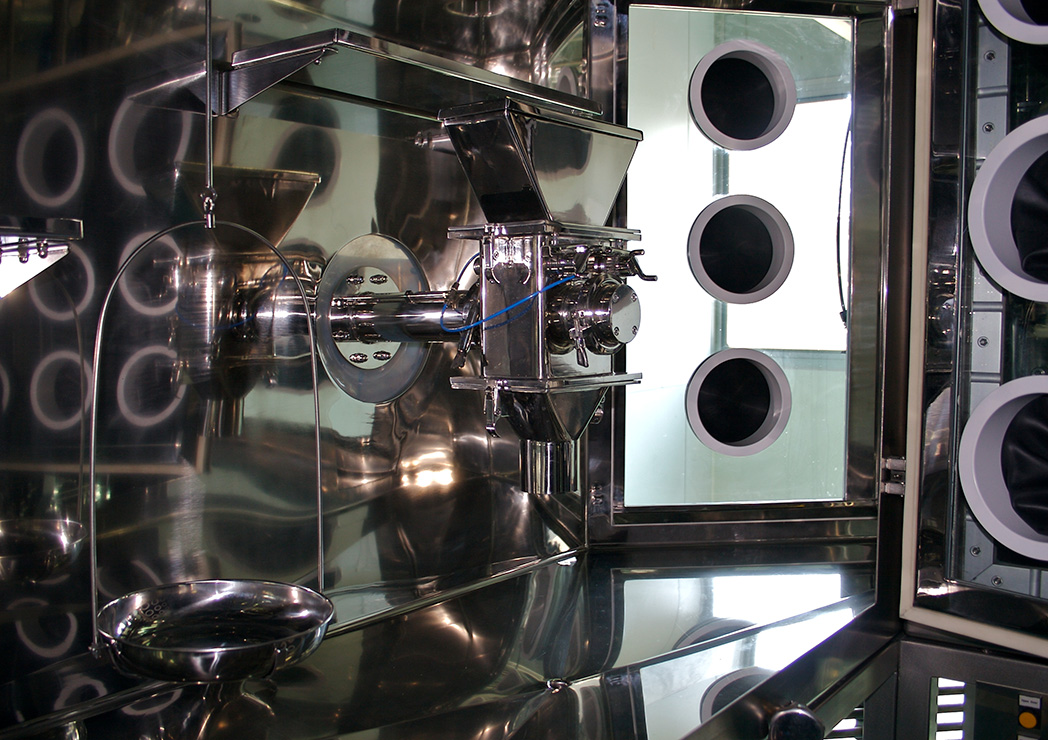
As for equipment, over the years Indena has developed innovative suites in its main manufacturing site, located in Settala (Milan, Italy): a new HPAPI kilo lab, a pilot pharmaceutical plant and a PSD2 spray dryer. Moreover, we have upgraded our fermentation plant to multipurpose use.
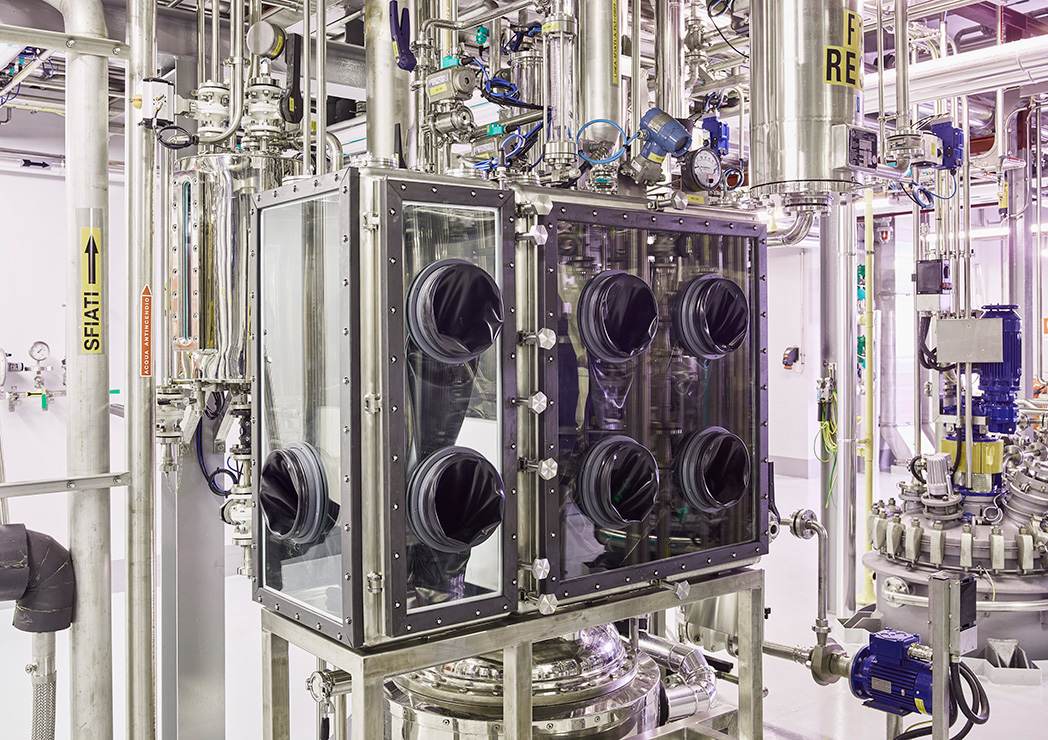
Indena’s manufacturing site was already equipped with large-scale isolators, originally designed for the production of hundreds of kilos per year of semisynthetic HPAPIs with an Occupational Exposure Limit (OEL) of 800 ng/m3; these have now been upgraded to handle even more toxic (natural and synthetic) compounds, with an OEL in the range of 150 ng/m3. These large-scale suites have been complemented by opening a brand new kilo lab (LK2, in addition to the existing LK1) devoted to extremely potent compounds, with an OEL of 20 ng/m3.
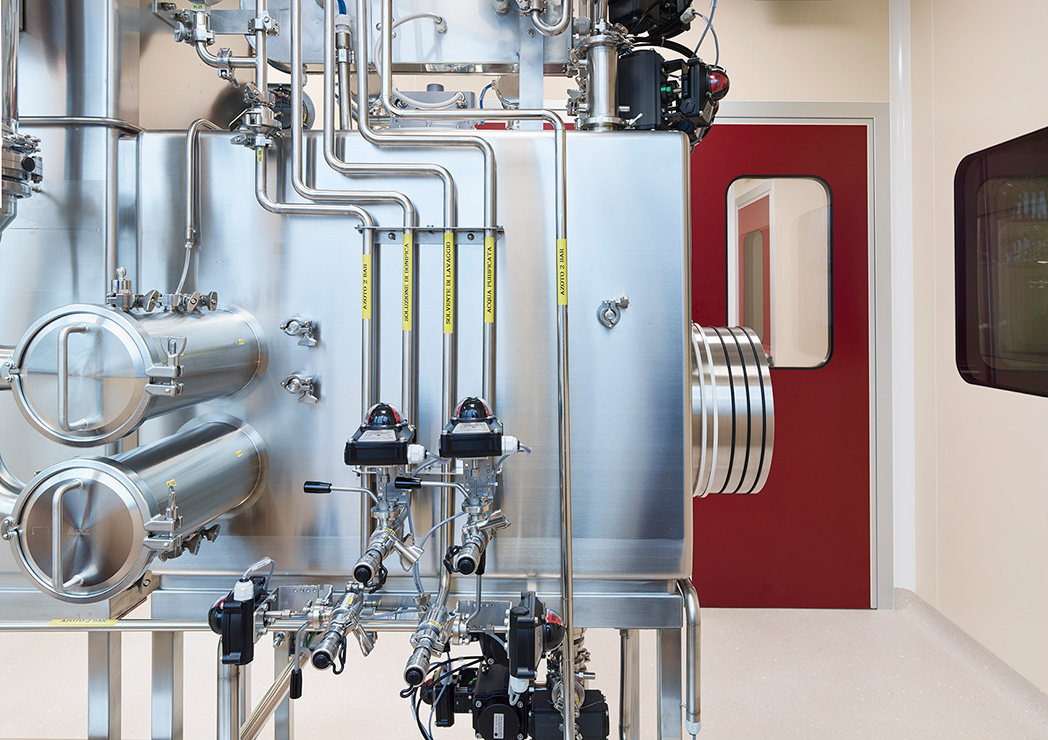
In addition, Indena has opened a brand new pilot suite with a high degree of flexibility for non-potent compounds, in terms of scale and operational conditions. This entailed the installation of a pilot pharmaceutical plantsuitable for the GMP production of clinical batches, the manufacturing of non-potent intermediates and commercial batches requiring yearly production volumes in the range of tens of kilos.
Furthermore, as a natural extension of a technology it had already implemented for several years, the company installed a Gea PSD2 spray dryer to complement a large-scale spray dryer working with organic solvents, dating back to the early 1990s. The PSD2 is a medium-size equipment for clinical and commercial use, which can handle class-2 organic solvents and is designed to carry out the production of APIs and pre-formulated APIs (through spray drying in the presence of excipients, classified as drug product intermediates) with an OEL equal to or greater than 10 μg/m3.
To complete this plan, with the goal to increase and improve our services to customers, we upgraded an existing fermentation plant (once fully dedicated to a proprietary bio-transformation), making it multipurpose.
The plant features industrial equipment with capacity ranging from 1,000 to 20,000 liters, and is supported by a 10-liter laboratory as well as 100- and 150-liter pilot scale fermenters; its outstanding peculiarity is the ability to ferment toxic compounds. It is therefore well integrated with existing HPAPI suites, where downstream activities take place.
Nature offers us boundless inspiration for brilliant ideas. Our R&D department is the internal think tank dedicated to phytochemical engineering as a means to explore how humankind might take care of its health bearing the markers of the natural world.
DISCOVER
We are always happy to help with any queries on our products, services or general enquiries. Just ask.

Sorry, our website doesn't support IE11 and older versions
For a better experience try a modern browser:
This is a private file, to request the download of this resource, please fullfill the fields below.